- Проведіть по зубах рукою. У хорошого диска гострі зуби, як би злегка “чіпляють” шкіру. Якщо диск тупий, то ви відчуєте більш округлені та гладкі зуби.
- Інший метод перевірки – “на ніготь”: проведіть поверхнею нігтя по ріжучій кромці зуба, гостра крайка обов’язково зніматиме невелику “стружку”. Тупий зуб має заокруглену ріжучу кромку, і ніготь буде ковзати.
- Ще одна ознака тупого диска – припікання матеріалу, яке істотно знижує працездатність ріжучого інструменту і веде до якнайшвидшого його зносу.
Якщо необхідно віддати диск в заточку, уточніть, як саме будуть його точити.
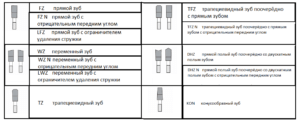
Потрібно мати на увазі, що правильна заточка диска проводиться за двома, а то і трьома гранями – все залежить від того, яким спочатку був у пилки зуб. Він може бути прямий або скошений (тоді у нього дві грані – передня і задня), або трапецієподібний (тоді передня, задня і три верхні грані).
Що гостріший зуб (кут менший), то краще він ріже, але тим швидше і частіше знадобиться заточка.
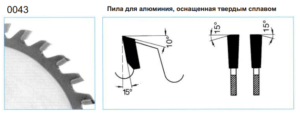
На диску і на упаковці завжди вказується кут заточування зуба.
Регулярно чистіть спеціальними засобами інструмент. Тоді він працюватиме значно довше і з великими періодами між переточуваннями.